

【壓縮機網】摘要:2020年9月19日我司(杰利陽)烏審旗售后中心收到用戶信息,讓我司派遣人員前往山西沁水站現場檢查3#機組對中及曲軸間隙。在此之前,3#機組由江漢三機廠售后團隊使用百分表對機組進行對中,之后三機廠售后向用戶提交“沁水站3#往復式機組聯軸器同軸度超差維修方案”,主要是論述聯軸器對中數據嚴重超差,要將壓縮機曲軸拆卸檢查。用戶對此持否定意見,于是邀請我司協助檢查聯軸器對中超差問題,9月20日杰利陽售后人員準備激光對中儀、塞尺、曲軸變形表、磁力表座等專用工具,立即開車前往沁水現場。現將機組信息、曲軸間隙檢查過程、對中調整過程、對中結果做以整理。
文/張安斌
引言
山西沁水站3#壓縮機為對稱平衡往復活塞式天然氣壓縮機組。該機組型號為4RDSB-1/ET800 W6,由中石化江漢三機廠配套成撬;壓縮機主機由江漢三機廠制造,出廠日期2009年4月11日;三相異步電動機由佳木斯制造,出廠日期2011年2月。截止2020年9月21日,該機組已累計運轉 22442小時,2020年9月7日至13日由江漢三機廠售后團隊完成8000小時保養。機組銘牌信息和整體圖片如下:
 1. 壓縮機主軸與主軸瓦間隙、對中數據檢查
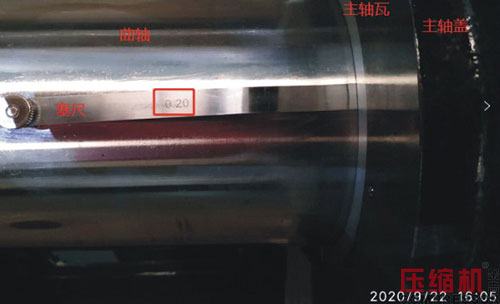
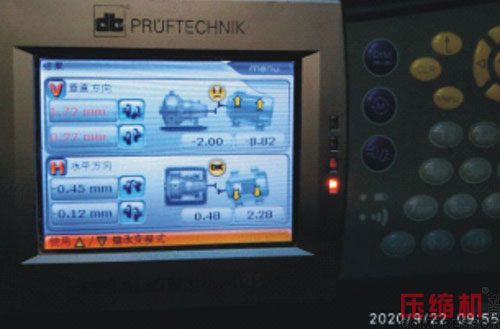
9月22日,打開壓縮機曲軸箱蓋用塞尺檢查2#和3#主軸瓦間隙,都可以用0.20mm塞尺通過(標準數據范圍:0.18mm-0.25mm);然后用激光對中儀檢查機組對中情況,對中數據如下圖:數據遠超出標準范圍值(軸向偏差小于0.12mm,徑向偏差小于0.15mm),垂直方向:角偏1.72mm,軸向偏0.27mm;水平方向:角偏-0.45mm,軸向偏-0.12mm。
1. 壓縮機主軸與主軸瓦間隙、對中數據檢查
9月22日,打開壓縮機曲軸箱蓋用塞尺檢查2#和3#主軸瓦間隙,都可以用0.20mm塞尺通過(標準數據范圍:0.18mm-0.25mm);然后用激光對中儀檢查機組對中情況,對中數據如下圖:數據遠超出標準范圍值(軸向偏差小于0.12mm,徑向偏差小于0.15mm),垂直方向:角偏1.72mm,軸向偏0.27mm;水平方向:角偏-0.45mm,軸向偏-0.12mm。
 2.排查機組對中是否會導致壓縮機主軸與主軸瓦間隙變小的問題
松開主電機地腳螺栓螺母,用頂絲調整主電機地腳高低,在調整過程中同時檢查主軸瓦間隙,當調整電機前端頂絲時,測量主軸瓦間隙的確有變化,逐漸變小,開始0.15mm、最后0.10mm;當調整電機后端(聯軸器端)頂絲時直至對中數據在范圍內,再次測量主軸瓦間隙,主軸瓦間隙數據正常,塞尺0.20mm可以通過。當時頂絲調整的對中數據如下圖:垂直方向:角偏0.11mm,軸向偏0.01mm;水平方向:角偏0.01mm,軸向偏0.06mm。
2.排查機組對中是否會導致壓縮機主軸與主軸瓦間隙變小的問題
松開主電機地腳螺栓螺母,用頂絲調整主電機地腳高低,在調整過程中同時檢查主軸瓦間隙,當調整電機前端頂絲時,測量主軸瓦間隙的確有變化,逐漸變小,開始0.15mm、最后0.10mm;當調整電機后端(聯軸器端)頂絲時直至對中數據在范圍內,再次測量主軸瓦間隙,主軸瓦間隙數據正常,塞尺0.20mm可以通過。當時頂絲調整的對中數據如下圖:垂直方向:角偏0.11mm,軸向偏0.01mm;水平方向:角偏0.01mm,軸向偏0.06mm。
 結論:當主電機與壓縮機曲軸的對中數據在范圍內,其不會影響壓縮機主軸瓦間隙的變化。
3.調整機組對中
調整過程如下:
1.撤出原裝所有的地腳螺栓位置處的墊片。
2.清理墊片上的固體物質、油漆和塵土,清理環氧樹脂灌漿層面上的固體物質、油漆和塵土。
3.檢查墊片的平整度和光潔度,用剪刀截取不平整的墊片。
4.給每個地腳位置墊合適厚度的墊片,由于電機有8個地腳螺栓,先墊最前端和最后端四個位置。
5.用塞尺檢查每個地腳處的厚度并做記錄,用游標卡尺測量每個地腳位置所賽的墊片并做記錄。
6.松動每個地腳的頂絲然后檢查對中,重復加減墊片調整垂直方向角偏和軸向偏差,直至對中數據達標。
7.檢查壓縮機曲軸串動量,測量的串動量數據為0.75mm,圖片如下:
結論:當主電機與壓縮機曲軸的對中數據在范圍內,其不會影響壓縮機主軸瓦間隙的變化。
3.調整機組對中
調整過程如下:
1.撤出原裝所有的地腳螺栓位置處的墊片。
2.清理墊片上的固體物質、油漆和塵土,清理環氧樹脂灌漿層面上的固體物質、油漆和塵土。
3.檢查墊片的平整度和光潔度,用剪刀截取不平整的墊片。
4.給每個地腳位置墊合適厚度的墊片,由于電機有8個地腳螺栓,先墊最前端和最后端四個位置。
5.用塞尺檢查每個地腳處的厚度并做記錄,用游標卡尺測量每個地腳位置所賽的墊片并做記錄。
6.松動每個地腳的頂絲然后檢查對中,重復加減墊片調整垂直方向角偏和軸向偏差,直至對中數據達標。
7.檢查壓縮機曲軸串動量,測量的串動量數據為0.75mm,圖片如下:
 8.緊固每個地腳螺栓螺母,用百分表檢查每個角的軟腳數據(要求范圍:小于0.05mm)。圖片如下:
8.緊固每個地腳螺栓螺母,用百分表檢查每個角的軟腳數據(要求范圍:小于0.05mm)。圖片如下:
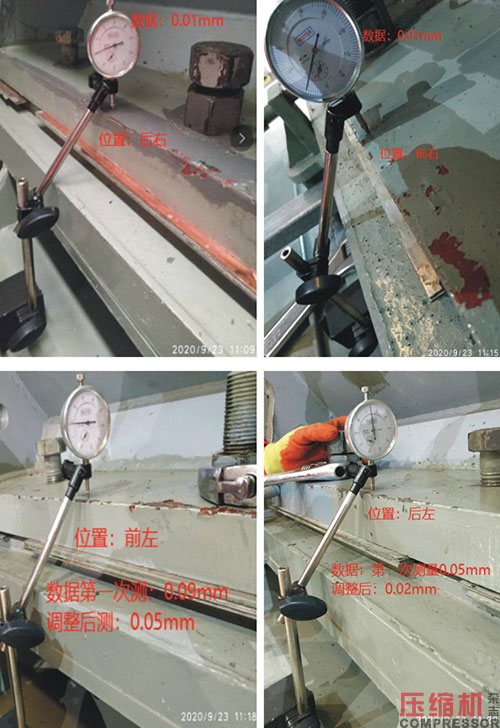 9.注:面對主電機風扇,風扇端為前,聯軸器端為后,分為前左、前右、后左、后右四個位置。
10.給電機中間四個地腳螺栓位置墊合適墊片。
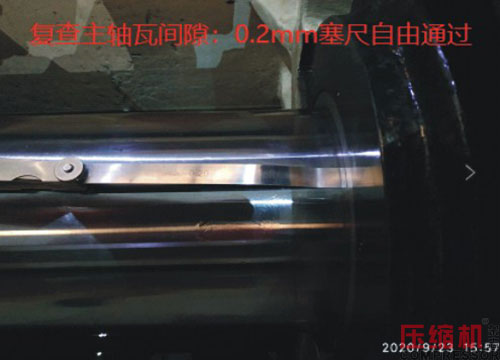
11.檢查對中、復查主軸瓦間隙。
12.松開所有地腳,調整中間個地腳的墊片,檢查對中并調整水平偏差。
13.緊固所有地腳螺栓螺母,檢查對中,復查主軸瓦間隙。最終對中數據如下:
9.注:面對主電機風扇,風扇端為前,聯軸器端為后,分為前左、前右、后左、后右四個位置。
10.給電機中間四個地腳螺栓位置墊合適墊片。
11.檢查對中、復查主軸瓦間隙。
12.松開所有地腳,調整中間個地腳的墊片,檢查對中并調整水平偏差。
13.緊固所有地腳螺栓螺母,檢查對中,復查主軸瓦間隙。最終對中數據如下:

 垂直方向:角偏-0.01mm,軸向偏-0.10mm;水平方向:角偏-0.05mm,軸向偏-0.02mm。
14.對中數據和主軸瓦間隙達標后,安裝聯軸器護罩,安裝曲軸箱蓋。
注:對中數據達標后,檢查主軸瓦間隙、曲軸竄動量,三機廠人員9月23日上午到場見證。
結束語
使用百分表對大型往復式壓縮機聯軸器對中,受百分表架撓性及盤車過程中振動等因素影響聯軸器對中精度,對此建議使用高精度激光對中儀對中,以此保障機組安全可靠運行和提高個人的工作效率。
垂直方向:角偏-0.01mm,軸向偏-0.10mm;水平方向:角偏-0.05mm,軸向偏-0.02mm。
14.對中數據和主軸瓦間隙達標后,安裝聯軸器護罩,安裝曲軸箱蓋。
注:對中數據達標后,檢查主軸瓦間隙、曲軸竄動量,三機廠人員9月23日上午到場見證。
結束語
使用百分表對大型往復式壓縮機聯軸器對中,受百分表架撓性及盤車過程中振動等因素影響聯軸器對中精度,對此建議使用高精度激光對中儀對中,以此保障機組安全可靠運行和提高個人的工作效率。
來源:本站原創
文/張安斌
引言
山西沁水站3#壓縮機為對稱平衡往復活塞式天然氣壓縮機組。該機組型號為4RDSB-1/ET800 W6,由中石化江漢三機廠配套成撬;壓縮機主機由江漢三機廠制造,出廠日期2009年4月11日;三相異步電動機由佳木斯制造,出廠日期2011年2月。截止2020年9月21日,該機組已累計運轉 22442小時,2020年9月7日至13日由江漢三機廠售后團隊完成8000小時保養。機組銘牌信息和整體圖片如下:
1. 壓縮機主軸與主軸瓦間隙、對中數據檢查
9月22日,打開壓縮機曲軸箱蓋用塞尺檢查2#和3#主軸瓦間隙,都可以用0.20mm塞尺通過(標準數據范圍:0.18mm-0.25mm);然后用激光對中儀檢查機組對中情況,對中數據如下圖:數據遠超出標準范圍值(軸向偏差小于0.12mm,徑向偏差小于0.15mm),垂直方向:角偏1.72mm,軸向偏0.27mm;水平方向:角偏-0.45mm,軸向偏-0.12mm。
2.排查機組對中是否會導致壓縮機主軸與主軸瓦間隙變小的問題
松開主電機地腳螺栓螺母,用頂絲調整主電機地腳高低,在調整過程中同時檢查主軸瓦間隙,當調整電機前端頂絲時,測量主軸瓦間隙的確有變化,逐漸變小,開始0.15mm、最后0.10mm;當調整電機后端(聯軸器端)頂絲時直至對中數據在范圍內,再次測量主軸瓦間隙,主軸瓦間隙數據正常,塞尺0.20mm可以通過。當時頂絲調整的對中數據如下圖:垂直方向:角偏0.11mm,軸向偏0.01mm;水平方向:角偏0.01mm,軸向偏0.06mm。
結論:當主電機與壓縮機曲軸的對中數據在范圍內,其不會影響壓縮機主軸瓦間隙的變化。
3.調整機組對中
調整過程如下:
1.撤出原裝所有的地腳螺栓位置處的墊片。
2.清理墊片上的固體物質、油漆和塵土,清理環氧樹脂灌漿層面上的固體物質、油漆和塵土。
3.檢查墊片的平整度和光潔度,用剪刀截取不平整的墊片。
4.給每個地腳位置墊合適厚度的墊片,由于電機有8個地腳螺栓,先墊最前端和最后端四個位置。
5.用塞尺檢查每個地腳處的厚度并做記錄,用游標卡尺測量每個地腳位置所賽的墊片并做記錄。
6.松動每個地腳的頂絲然后檢查對中,重復加減墊片調整垂直方向角偏和軸向偏差,直至對中數據達標。
7.檢查壓縮機曲軸串動量,測量的串動量數據為0.75mm,圖片如下:
8.緊固每個地腳螺栓螺母,用百分表檢查每個角的軟腳數據(要求范圍:小于0.05mm)。圖片如下:
9.注:面對主電機風扇,風扇端為前,聯軸器端為后,分為前左、前右、后左、后右四個位置。
10.給電機中間四個地腳螺栓位置墊合適墊片。
11.檢查對中、復查主軸瓦間隙。
12.松開所有地腳,調整中間個地腳的墊片,檢查對中并調整水平偏差。
13.緊固所有地腳螺栓螺母,檢查對中,復查主軸瓦間隙。最終對中數據如下:
垂直方向:角偏-0.01mm,軸向偏-0.10mm;水平方向:角偏-0.05mm,軸向偏-0.02mm。
14.對中數據和主軸瓦間隙達標后,安裝聯軸器護罩,安裝曲軸箱蓋。
注:對中數據達標后,檢查主軸瓦間隙、曲軸竄動量,三機廠人員9月23日上午到場見證。
結束語
使用百分表對大型往復式壓縮機聯軸器對中,受百分表架撓性及盤車過程中振動等因素影響聯軸器對中精度,對此建議使用高精度激光對中儀對中,以此保障機組安全可靠運行和提高個人的工作效率。
來源:本站原創

網友評論
條評論
最新評論