

【壓縮機網】引言
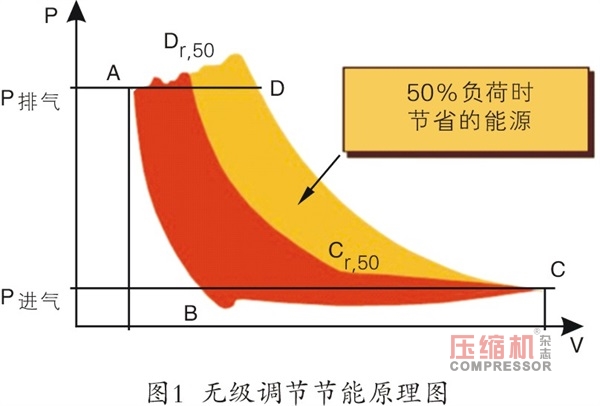
往復壓縮機具有排氣壓力高且運行穩定的特點,在石油化工企業應用十分廣泛。往復式壓縮機一般是按規定的工藝條件和額定的流量進行設計的,在選型時主要考慮滿足峰值流量,這使得壓縮機運行時流量經常處于富余狀態,有效負荷率常常只有60%~85%。壓縮機在運行過程中,主要靠調節旁路來實現壓縮機的控制。大功率的壓縮機通常用旁通回流調節的方式,雖然能滿足下游工藝生產的需要,但造成了能源的巨大浪費。隨著石油化工工藝的不斷變化和能源的日益緊張,提倡節能與環保的發展趨勢下,要求壓縮機能夠在更大的范圍內實現排氣的連續調節。往復式壓縮機氣量無級調節系統(可變余隙調節)能根據主控變量的變化而對壓縮機的排氣量和級間壓力進行控制,使壓縮機始終運行在最佳狀態,有效降低能耗。
一、氣量無級調節介紹
目前,往復機節能主要有氣量無級調節和氣缸余隙調節兩種。氣量無級調節代表作是賀爾碧格公司開發的HydroCOM系統。它是通過控制壓縮機進氣閥,生產需要多少氣體,壓縮機進氣閥中進入多少氣體,多余的氣體不進入氣缸,減少壓縮機做功,最大限度地節約能源,通過智能化的液壓調節機構,快速、精確地控制壓力和流量,實現氣量理論上0~100%的連續調節。
HydroCOM的液壓控制系統采用時間控制方案,通過記錄曲軸的相位角來確定進氣閥的關閉時刻,實現氣量控制。它的中心部件是一個安裝在吸氣閥上的高精度、高靈敏度的電磁閥,在壓縮機吸氣終了時,電磁閥使吸氣閥仍保持開啟狀態,活塞反向運動時,通過控制不同的曲軸相位角來控制吸氣閥關閉的時間,實現壓縮機排氣量0~100%全行程范圍的無級調節。先進控制理論和機電技術的結合,使HydroCOM系統在最大限度節省能源的同時,還擁有極高的控制動態特性,通過執行機構的動作,壓縮機的負載可以在三個曲軸回轉中從0加載到100%。
 而且由于一級缸活塞負荷降低40%,活塞使用壽命得到提高。因此,往復式壓縮機的安全性能也得到了改善。
利用氣量無級調節系統在不改變壓縮機原主體結構,不改變壓縮機原控制系統的情況下采用無級調節系統,僅對壓縮機缸蓋進行改造;通過電液控制機構智能調節,能根據用戶對氣量的需求,按照給定的控制參數,自動快捷地調節壓縮機的實際負荷,在60%~100%范圍無級可調,使壓縮機僅僅對實際需要的氣量進行壓縮,在節約能源的同時,還可以輕松實現壓縮機的平穩啟動、切換和停機,短時間內在不需停壓縮機的情況下就可對控制系統進行檢修維護。
二、余隙調節介紹
壓縮機余隙無級調節系統是在不改變壓縮機原主體結構和原控制系統的情況下,僅對壓縮機余隙缸蓋進行改造,通過PLC控制的電液控制系統進行智能調節。它能根據給定的控制參數自動控制流量在60%~100%的無級調節和壓縮比的調節。其特點是壓縮機余隙可在60%~100%連續調節,調節穩定可靠,調節精度高,調節過程對生產造成的擾動較小。和賀爾碧格無極調節相比,余隙調節性價比優勢非常明顯。近年在國內得到了大量的應用,取得兩很好的效果。
中石化濟南煉化逆流連續重整裝置設三臺重整氫增壓機K202A/B/C,其中K202A設有無級調量系統,在加工負荷低于63t/h時(90%)可實現單機K202A無級調量運行;在負荷高于63t/h時,一臺壓縮機無法滿足生產需要,增壓機運行方式為運二備一(K202A無級調量+K202C滿負荷)。雙機運行時,K202C滿負荷,K202A機無級調量受最低負荷30%的限制,仍然存在很大的回流損失,造成大量的能量損失。2016年8月份K202C增加山東易陽石化節能裝備的余隙調節后,每小時省電950kW,每年節省經濟效益幾百萬之巨。
2.1余隙調節原理介紹
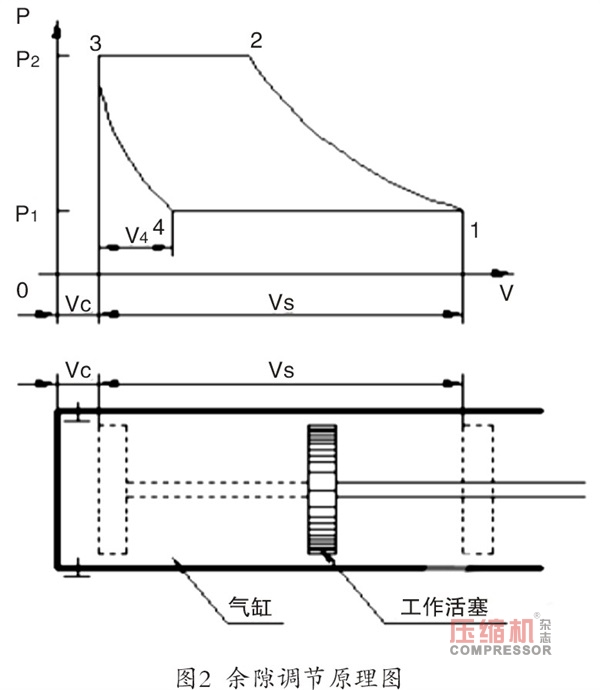
在圖2中,1—2—3—4表示存在余隙容積Vc時全排氣量的循環圖。由于有余隙容積Vc的存在,使工作活塞在右行之初,因留存在余隙容積Vc內的氣體壓力大于進氣管道的壓力而不能吸入氣體,直到活塞右行到位置4時,氣缸內氣體體積由Vc膨脹到V4、壓力由P2下降到P1時才開始進氣。進氣量相應的線段長度為4—1,壓縮過程為1—2,排氣過程為2—3,膨脹過程為3—4。1—2—3—4—1包圍的面積即為一個往復行程需要的功。
而且由于一級缸活塞負荷降低40%,活塞使用壽命得到提高。因此,往復式壓縮機的安全性能也得到了改善。
利用氣量無級調節系統在不改變壓縮機原主體結構,不改變壓縮機原控制系統的情況下采用無級調節系統,僅對壓縮機缸蓋進行改造;通過電液控制機構智能調節,能根據用戶對氣量的需求,按照給定的控制參數,自動快捷地調節壓縮機的實際負荷,在60%~100%范圍無級可調,使壓縮機僅僅對實際需要的氣量進行壓縮,在節約能源的同時,還可以輕松實現壓縮機的平穩啟動、切換和停機,短時間內在不需停壓縮機的情況下就可對控制系統進行檢修維護。
二、余隙調節介紹
壓縮機余隙無級調節系統是在不改變壓縮機原主體結構和原控制系統的情況下,僅對壓縮機余隙缸蓋進行改造,通過PLC控制的電液控制系統進行智能調節。它能根據給定的控制參數自動控制流量在60%~100%的無級調節和壓縮比的調節。其特點是壓縮機余隙可在60%~100%連續調節,調節穩定可靠,調節精度高,調節過程對生產造成的擾動較小。和賀爾碧格無極調節相比,余隙調節性價比優勢非常明顯。近年在國內得到了大量的應用,取得兩很好的效果。
中石化濟南煉化逆流連續重整裝置設三臺重整氫增壓機K202A/B/C,其中K202A設有無級調量系統,在加工負荷低于63t/h時(90%)可實現單機K202A無級調量運行;在負荷高于63t/h時,一臺壓縮機無法滿足生產需要,增壓機運行方式為運二備一(K202A無級調量+K202C滿負荷)。雙機運行時,K202C滿負荷,K202A機無級調量受最低負荷30%的限制,仍然存在很大的回流損失,造成大量的能量損失。2016年8月份K202C增加山東易陽石化節能裝備的余隙調節后,每小時省電950kW,每年節省經濟效益幾百萬之巨。
2.1余隙調節原理介紹
在圖2中,1—2—3—4表示存在余隙容積Vc時全排氣量的循環圖。由于有余隙容積Vc的存在,使工作活塞在右行之初,因留存在余隙容積Vc內的氣體壓力大于進氣管道的壓力而不能吸入氣體,直到活塞右行到位置4時,氣缸內氣體體積由Vc膨脹到V4、壓力由P2下降到P1時才開始進氣。進氣量相應的線段長度為4—1,壓縮過程為1—2,排氣過程為2—3,膨脹過程為3—4。1—2—3—4—1包圍的面積即為一個往復行程需要的功。
 如圖3所示,當需要減少排氣量時,可以增加余隙容積到Vc',此時功率循環圖為1—2'—3—4'。進氣量由全進氣量相應的線段長度4—1減少到線段長度4'—1,壓縮過程按1—2'進行,壓縮過程活塞力的增加速率小于余隙容積為Vc時的速率,排氣量由相應的全排氣量線段2—3減少到線段2'—3。由于沒有額外的阻力,在3—4'膨脹循環過程中,氣體對壓縮機活塞作功,減輕了曲軸連桿的負載。當需要外側氣缸零排氣量時,可以增加余隙容積到Vc',此時,余隙容積Vc'中留存的高壓氣體膨脹到吸氣行程Vs終止,膨脹線和壓縮線合二為一,如圖中過程線1—3—3—4'所示,循環功為零。
如圖3所示,當需要減少排氣量時,可以增加余隙容積到Vc',此時功率循環圖為1—2'—3—4'。進氣量由全進氣量相應的線段長度4—1減少到線段長度4'—1,壓縮過程按1—2'進行,壓縮過程活塞力的增加速率小于余隙容積為Vc時的速率,排氣量由相應的全排氣量線段2—3減少到線段2'—3。由于沒有額外的阻力,在3—4'膨脹循環過程中,氣體對壓縮機活塞作功,減輕了曲軸連桿的負載。當需要外側氣缸零排氣量時,可以增加余隙容積到Vc',此時,余隙容積Vc'中留存的高壓氣體膨脹到吸氣行程Vs終止,膨脹線和壓縮線合二為一,如圖中過程線1—3—3—4'所示,循環功為零。
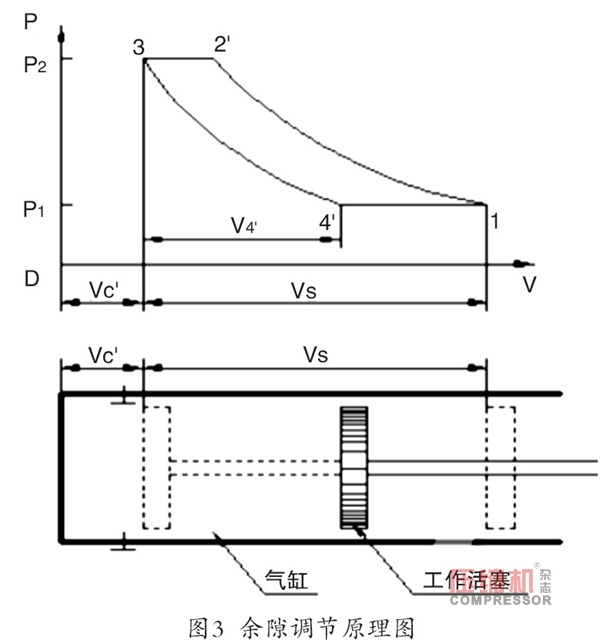 對雙作用氣缸來說,采用比較普通的電液控制設施就可實現壓縮機排氣量50%~100%范圍無級調節。
對雙作用氣缸來說,采用比較普通的電液控制設施就可實現壓縮機排氣量50%~100%范圍無級調節。
三、余隙調節自動控制
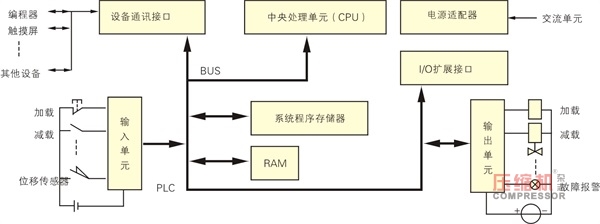
往復機余隙調節采用西門子S7-300PLC實現壓縮機余隙遠程控制和控制油站的聯鎖邏輯。
可編程序控制器(Programmable Logic Contoroller)簡稱PLC,是以微處理器為核心,用于工業控制的計算機,由于PLC廣泛采用微機技術,使得PLC不僅具有邏輯控制功能,而且還具有了運算、數據處理和數據傳送等功能??刂葡到y采用的西門子312CPU具有很快的I/O處理速度,強大的I/O擴展能力,并且便于安裝。PLC自動循環掃描各個輸入輸出點的當前狀態,并根據程序所確定的邏輯關系刷新輸出點的狀態,通過位移傳感器和電磁閥來控制相應的電機的啟停和油缸的動作,從而完成工藝流程的自動控制;操作界面上配有觸摸屏,觸摸屏內置通用端口,可通過串行通訊電纜直接與計算機及其它含有RS485通訊/編程口的設備實現互連。PLC提供了豐富的指令系統,給設計和維護帶來很大方便。
壓縮機的控制分為余隙調節控制、油泵電機啟停控制和油液位、溫度等聯鎖保護。人機界面采用昆侖通泰觸摸屏,為了達到防爆要求,人機界面和PLC安裝在防爆控制箱中,手動操作和報警確認等功能都通過防爆控制箱上的按鈕來實現。負荷的控制有手動控制和自控兩種模式,手動控制時,可以通過手動按鈕人為給定。自動控制模式時通過遠程DCS給定控制信號,PLC依據遠程給定的設定值和測量值的偏差來調節。整套設計和安裝都是按照IEC61508的標準規范來執行,關鍵控制信號都不采用通訊或者軟件選擇的方式而是硬接線方式,提高聯鎖邏輯的可靠性。
 四、結束語
傳統的往復機靠旁路回流控制浪費了大量的電能,壓縮機氣缸余隙調節能在滿足生產的前提下,大大節約電能,近年來得到了廣泛的應用,節能效果非常顯著,具有較高的推廣應用價值。
四、結束語
傳統的往復機靠旁路回流控制浪費了大量的電能,壓縮機氣缸余隙調節能在滿足生產的前提下,大大節約電能,近年來得到了廣泛的應用,節能效果非常顯著,具有較高的推廣應用價值。
往復壓縮機具有排氣壓力高且運行穩定的特點,在石油化工企業應用十分廣泛。往復式壓縮機一般是按規定的工藝條件和額定的流量進行設計的,在選型時主要考慮滿足峰值流量,這使得壓縮機運行時流量經常處于富余狀態,有效負荷率常常只有60%~85%。壓縮機在運行過程中,主要靠調節旁路來實現壓縮機的控制。大功率的壓縮機通常用旁通回流調節的方式,雖然能滿足下游工藝生產的需要,但造成了能源的巨大浪費。隨著石油化工工藝的不斷變化和能源的日益緊張,提倡節能與環保的發展趨勢下,要求壓縮機能夠在更大的范圍內實現排氣的連續調節。往復式壓縮機氣量無級調節系統(可變余隙調節)能根據主控變量的變化而對壓縮機的排氣量和級間壓力進行控制,使壓縮機始終運行在最佳狀態,有效降低能耗。
一、氣量無級調節介紹
目前,往復機節能主要有氣量無級調節和氣缸余隙調節兩種。氣量無級調節代表作是賀爾碧格公司開發的HydroCOM系統。它是通過控制壓縮機進氣閥,生產需要多少氣體,壓縮機進氣閥中進入多少氣體,多余的氣體不進入氣缸,減少壓縮機做功,最大限度地節約能源,通過智能化的液壓調節機構,快速、精確地控制壓力和流量,實現氣量理論上0~100%的連續調節。
HydroCOM的液壓控制系統采用時間控制方案,通過記錄曲軸的相位角來確定進氣閥的關閉時刻,實現氣量控制。它的中心部件是一個安裝在吸氣閥上的高精度、高靈敏度的電磁閥,在壓縮機吸氣終了時,電磁閥使吸氣閥仍保持開啟狀態,活塞反向運動時,通過控制不同的曲軸相位角來控制吸氣閥關閉的時間,實現壓縮機排氣量0~100%全行程范圍的無級調節。先進控制理論和機電技術的結合,使HydroCOM系統在最大限度節省能源的同時,還擁有極高的控制動態特性,通過執行機構的動作,壓縮機的負載可以在三個曲軸回轉中從0加載到100%。
而且由于一級缸活塞負荷降低40%,活塞使用壽命得到提高。因此,往復式壓縮機的安全性能也得到了改善。
利用氣量無級調節系統在不改變壓縮機原主體結構,不改變壓縮機原控制系統的情況下采用無級調節系統,僅對壓縮機缸蓋進行改造;通過電液控制機構智能調節,能根據用戶對氣量的需求,按照給定的控制參數,自動快捷地調節壓縮機的實際負荷,在60%~100%范圍無級可調,使壓縮機僅僅對實際需要的氣量進行壓縮,在節約能源的同時,還可以輕松實現壓縮機的平穩啟動、切換和停機,短時間內在不需停壓縮機的情況下就可對控制系統進行檢修維護。
二、余隙調節介紹
壓縮機余隙無級調節系統是在不改變壓縮機原主體結構和原控制系統的情況下,僅對壓縮機余隙缸蓋進行改造,通過PLC控制的電液控制系統進行智能調節。它能根據給定的控制參數自動控制流量在60%~100%的無級調節和壓縮比的調節。其特點是壓縮機余隙可在60%~100%連續調節,調節穩定可靠,調節精度高,調節過程對生產造成的擾動較小。和賀爾碧格無極調節相比,余隙調節性價比優勢非常明顯。近年在國內得到了大量的應用,取得兩很好的效果。
中石化濟南煉化逆流連續重整裝置設三臺重整氫增壓機K202A/B/C,其中K202A設有無級調量系統,在加工負荷低于63t/h時(90%)可實現單機K202A無級調量運行;在負荷高于63t/h時,一臺壓縮機無法滿足生產需要,增壓機運行方式為運二備一(K202A無級調量+K202C滿負荷)。雙機運行時,K202C滿負荷,K202A機無級調量受最低負荷30%的限制,仍然存在很大的回流損失,造成大量的能量損失。2016年8月份K202C增加山東易陽石化節能裝備的余隙調節后,每小時省電950kW,每年節省經濟效益幾百萬之巨。
2.1余隙調節原理介紹
在圖2中,1—2—3—4表示存在余隙容積Vc時全排氣量的循環圖。由于有余隙容積Vc的存在,使工作活塞在右行之初,因留存在余隙容積Vc內的氣體壓力大于進氣管道的壓力而不能吸入氣體,直到活塞右行到位置4時,氣缸內氣體體積由Vc膨脹到V4、壓力由P2下降到P1時才開始進氣。進氣量相應的線段長度為4—1,壓縮過程為1—2,排氣過程為2—3,膨脹過程為3—4。1—2—3—4—1包圍的面積即為一個往復行程需要的功。
如圖3所示,當需要減少排氣量時,可以增加余隙容積到Vc',此時功率循環圖為1—2'—3—4'。進氣量由全進氣量相應的線段長度4—1減少到線段長度4'—1,壓縮過程按1—2'進行,壓縮過程活塞力的增加速率小于余隙容積為Vc時的速率,排氣量由相應的全排氣量線段2—3減少到線段2'—3。由于沒有額外的阻力,在3—4'膨脹循環過程中,氣體對壓縮機活塞作功,減輕了曲軸連桿的負載。當需要外側氣缸零排氣量時,可以增加余隙容積到Vc',此時,余隙容積Vc'中留存的高壓氣體膨脹到吸氣行程Vs終止,膨脹線和壓縮線合二為一,如圖中過程線1—3—3—4'所示,循環功為零。
對雙作用氣缸來說,采用比較普通的電液控制設施就可實現壓縮機排氣量50%~100%范圍無級調節。
三、余隙調節自動控制
往復機余隙調節采用西門子S7-300PLC實現壓縮機余隙遠程控制和控制油站的聯鎖邏輯。
可編程序控制器(Programmable Logic Contoroller)簡稱PLC,是以微處理器為核心,用于工業控制的計算機,由于PLC廣泛采用微機技術,使得PLC不僅具有邏輯控制功能,而且還具有了運算、數據處理和數據傳送等功能??刂葡到y采用的西門子312CPU具有很快的I/O處理速度,強大的I/O擴展能力,并且便于安裝。PLC自動循環掃描各個輸入輸出點的當前狀態,并根據程序所確定的邏輯關系刷新輸出點的狀態,通過位移傳感器和電磁閥來控制相應的電機的啟停和油缸的動作,從而完成工藝流程的自動控制;操作界面上配有觸摸屏,觸摸屏內置通用端口,可通過串行通訊電纜直接與計算機及其它含有RS485通訊/編程口的設備實現互連。PLC提供了豐富的指令系統,給設計和維護帶來很大方便。
壓縮機的控制分為余隙調節控制、油泵電機啟停控制和油液位、溫度等聯鎖保護。人機界面采用昆侖通泰觸摸屏,為了達到防爆要求,人機界面和PLC安裝在防爆控制箱中,手動操作和報警確認等功能都通過防爆控制箱上的按鈕來實現。負荷的控制有手動控制和自控兩種模式,手動控制時,可以通過手動按鈕人為給定。自動控制模式時通過遠程DCS給定控制信號,PLC依據遠程給定的設定值和測量值的偏差來調節。整套設計和安裝都是按照IEC61508的標準規范來執行,關鍵控制信號都不采用通訊或者軟件選擇的方式而是硬接線方式,提高聯鎖邏輯的可靠性。
四、結束語
傳統的往復機靠旁路回流控制浪費了大量的電能,壓縮機氣缸余隙調節能在滿足生產的前提下,大大節約電能,近年來得到了廣泛的應用,節能效果非常顯著,具有較高的推廣應用價值。

網友評論
條評論
最新評論