

【壓縮機網】一、前言
在礦山、化工、動力、冶金、醫藥、紡織、造紙、卷煙、化纖、建筑、機械、電力等行業,空氣壓縮機做為一種先進的空氣動力設備,廣泛為各行業裝置和車間儀表風系統以及氣動設備提供可靠的壓縮空氣動力源。而噴油螺桿空壓機憑借其具有運行可靠、效率高、壽命長、氣量不受排氣壓力影響、運行平穩不發生喘振等優點,得到了廣泛的應用。其工作原理為壓縮機殼體內有一對經過精密加工的相互嚙合的陰、陽轉子,其中陽轉子有四個齒,陰轉子有六個齒。機組采用齒輪傳動,電機通過彈性聯軸器驅動軸齒輪,再通過齒輪傳動給陽轉子,陽轉子帶動陰轉子一起高速旋轉。隨著轉子齒間容積的不斷縮小,從空氣濾清器中被吸入的空氣和噴入機殼的潤滑油不斷被壓縮而升高壓力,當齒間容積與壓縮機排氣口相通時壓縮空氣和潤滑油的混合物便從排氣口排出,進入油氣分離器進行油、氣分離。經油氣分離后的壓縮空氣依次通過z*小壓力閥、氣冷卻器和液氣分離器排出機外,供用戶使用。分離出來的潤滑油沉降到油氣分離器的底部,并在壓差作用下經油冷卻器冷卻和油過濾器過濾后再回到主機壓縮腔而循環使用。
噴油螺桿空壓在日常運行過程中,由于機組運行的環境、操作及維護保養不到位等原因,機組經常發生各種故障。如空壓機排氣溫度高、排氣量不足、機組跑油、停機時機頭返噴油等常見的故障,更嚴重時出現機頭卡死故障,嚴重威脅裝置的長周期安全運行,存在著安全隱患,同時會造成一定的經濟損失。因此,對噴油螺桿空壓機組出現的故障原因進行深入的分析,并針對性的提出有效的解決措施,快速解決故障,對確保螺桿空壓機的安全平穩運行是非常重要的。
二、機組概況
我司空壓站儀表風系統使用的空氣壓縮機為某品牌75kW機型的噴油水冷螺桿式空氣壓縮機,型號LGD75/0131GC,其排氣量為12.8Nm3/min,排氣壓力為0.8MPa,為加氫裝置儀表風系統提供壓縮空氣,一備一用。該機組為撬裝式低噪聲、單級、噴油螺桿式空氣壓縮機。機組主要由螺桿壓縮機主機、電動機、油氣分離器、油冷卻器、氣冷卻器、氣液分離器、電氣控制箱以及氣管路、油管路、水管路、調節系統等組成。其流程簡圖如圖1所示。
(1)氣路系統流程
見圖1,空氣通過空氣濾清器4過濾后,經過進氣控制器5進入壓縮機2與噴入的潤滑油混合后而被壓縮,在壓縮機排氣口處被壓縮的油氣混合物通過單向閥6進入油氣分離器7進行分離,分離后的壓縮空氣經z*小壓力閥8、氣冷卻器9、水氣分離疏水器10,z*終由供氣閥20排出,送入用戶管網使用系統中。
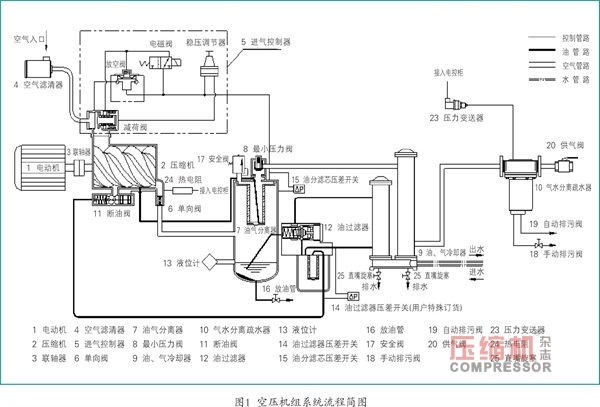 (2)油路系統流程
見圖1,在油氣分離器7(兼作油箱)中大部分油通過旋風分離方式從壓縮空氣中分離出來,分離出的油沉積在油氣分離器的下部,然后靠氣體壓力迫使受熱的潤滑油通過油冷卻器9、油過濾器12及斷油閥11到達壓縮機機殼底部油槽,然后一部分潤滑油噴入到機殼內腔,潤滑油的主要作用為起到降噪、潤滑、冷卻和密封的作用;另一部分潤滑油通過機殼內部的各通道潤滑各類軸承和齒輪。壓縮空氣中剩余的油通過油分筒旋風分離:即在重力和離心力的作用下,使油氣混合氣中95%的油分離出來,滴落到油分桶里,剩余下5%的油通過油氣分離器濾芯過濾分離,分離出的集中于濾芯底部的少量潤滑油通過回油管抽回到壓縮機殼體內。噴入機殼內的潤滑油再與空氣混合,并被壓縮,再通過單向閥重新進入油氣分離器。
(3)冷卻系統流程
見圖1,從z*小壓力閥出來的高溫壓縮空氣經過氣冷卻器9冷卻后變成常溫壓縮空氣,再進入氣水分離疏水器10分離出壓縮空氣中的冷凝水,之后壓縮空氣排出機組進入用戶管網,分離出的冷凝水通過氣水分離疏水器10的自動排污閥19或手動排污閥18排出機組。同時從油氣分離器出來的熱油經過油冷卻器冷卻后,經過油過濾器、斷油閥再噴入到壓縮機主機中(見圖2)。
(2)油路系統流程
見圖1,在油氣分離器7(兼作油箱)中大部分油通過旋風分離方式從壓縮空氣中分離出來,分離出的油沉積在油氣分離器的下部,然后靠氣體壓力迫使受熱的潤滑油通過油冷卻器9、油過濾器12及斷油閥11到達壓縮機機殼底部油槽,然后一部分潤滑油噴入到機殼內腔,潤滑油的主要作用為起到降噪、潤滑、冷卻和密封的作用;另一部分潤滑油通過機殼內部的各通道潤滑各類軸承和齒輪。壓縮空氣中剩余的油通過油分筒旋風分離:即在重力和離心力的作用下,使油氣混合氣中95%的油分離出來,滴落到油分桶里,剩余下5%的油通過油氣分離器濾芯過濾分離,分離出的集中于濾芯底部的少量潤滑油通過回油管抽回到壓縮機殼體內。噴入機殼內的潤滑油再與空氣混合,并被壓縮,再通過單向閥重新進入油氣分離器。
(3)冷卻系統流程
見圖1,從z*小壓力閥出來的高溫壓縮空氣經過氣冷卻器9冷卻后變成常溫壓縮空氣,再進入氣水分離疏水器10分離出壓縮空氣中的冷凝水,之后壓縮空氣排出機組進入用戶管網,分離出的冷凝水通過氣水分離疏水器10的自動排污閥19或手動排污閥18排出機組。同時從油氣分離器出來的熱油經過油冷卻器冷卻后,經過油過濾器、斷油閥再噴入到壓縮機主機中(見圖2)。
 三、機頭卡死故障原因分析及防范措施
1、機組故障案例
2017年8月25日10:30,空壓站儀表風系統噴油螺桿空壓機J-6001A空壓機聯鎖跳停,緊急缺換備用機組。經現場檢查發現,機頭溫度高(測溫150℃),跳停瞬間電流大,盤不動車。
2、原因分析
2017年8月26日,機動維修中心組織鉗工及專業技術人員進行檢修。檢查發現,機組盤不動車,空壓機機頭一套軸承支架斷裂,如圖2所示。使軸承失去原有配合精度,螺桿的軸向竄量和徑向間隙增大,讓螺桿與螺桿之間,螺桿與主機殼體及前后端面之間的間隙發生變化,導致機頭螺桿相互抱死。因此,這是一次因軸承支撐架開裂導致空壓機機頭螺桿卡死的嚴重設備故障(見圖3)。
三、機頭卡死故障原因分析及防范措施
1、機組故障案例
2017年8月25日10:30,空壓站儀表風系統噴油螺桿空壓機J-6001A空壓機聯鎖跳停,緊急缺換備用機組。經現場檢查發現,機頭溫度高(測溫150℃),跳停瞬間電流大,盤不動車。
2、原因分析
2017年8月26日,機動維修中心組織鉗工及專業技術人員進行檢修。檢查發現,機組盤不動車,空壓機機頭一套軸承支架斷裂,如圖2所示。使軸承失去原有配合精度,螺桿的軸向竄量和徑向間隙增大,讓螺桿與螺桿之間,螺桿與主機殼體及前后端面之間的間隙發生變化,導致機頭螺桿相互抱死。因此,這是一次因軸承支撐架開裂導致空壓機機頭螺桿卡死的嚴重設備故障(見圖3)。
 3、噴油螺桿空壓機機頭卡死故障的原因及防范措施
眾所周知,噴油螺桿空壓機機頭卡死故障是一種非常嚴重的設備故障,會導致設備的損壞,存在嚴重的安全隱患,后期維修費用高,造成比較大的經濟損失。因此,熟練和掌握噴油螺桿空壓機機頭卡死的原因,對快速解決設備故障,避免和預防空壓機出現機頭卡死的嚴重故障有著非常重要的指導意義。而常見的導致空壓機機頭卡死的原因主要有以下幾個方面:
(1)空壓機軸承老化,磨損嚴重
空壓機機頭的使用壽命就是其中軸承的使用壽命,機組軸承對空壓機機頭使用壽命有著重要的影響。隨著空壓機的長周期生產運行,空壓機機頭大小軸承必然會產生磨損,從而導致螺桿產生軸向竄動值及徑向竄動值增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間的間隙發生變化。該間隙變化在軸承壽命期限內是正常的、允許的,而由此產生的空壓機產氣量衰減及傳動電機負荷增加也是正常的、允許的。但當軸承磨損及主機配合間隙超過允許的極限量后,就會導致螺桿的軸向竄動值及徑向竄動值增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間的間隙發生變化,就可能發生機頭卡死故障。
防范措施:定期對空壓機機組進行檢修維護保養,在維護保養過程中,要特別對軸承進行檢測。檢查軸承的游隙,有無晃動、磨損,如發現軸承晃動、磨損等異常情況,應及時更換軸承(見圖4)。
(2)空壓機在運行過程中供油不足、油位過低,會導致機頭缺油卡死
3、噴油螺桿空壓機機頭卡死故障的原因及防范措施
眾所周知,噴油螺桿空壓機機頭卡死故障是一種非常嚴重的設備故障,會導致設備的損壞,存在嚴重的安全隱患,后期維修費用高,造成比較大的經濟損失。因此,熟練和掌握噴油螺桿空壓機機頭卡死的原因,對快速解決設備故障,避免和預防空壓機出現機頭卡死的嚴重故障有著非常重要的指導意義。而常見的導致空壓機機頭卡死的原因主要有以下幾個方面:
(1)空壓機軸承老化,磨損嚴重
空壓機機頭的使用壽命就是其中軸承的使用壽命,機組軸承對空壓機機頭使用壽命有著重要的影響。隨著空壓機的長周期生產運行,空壓機機頭大小軸承必然會產生磨損,從而導致螺桿產生軸向竄動值及徑向竄動值增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間的間隙發生變化。該間隙變化在軸承壽命期限內是正常的、允許的,而由此產生的空壓機產氣量衰減及傳動電機負荷增加也是正常的、允許的。但當軸承磨損及主機配合間隙超過允許的極限量后,就會導致螺桿的軸向竄動值及徑向竄動值增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間的間隙發生變化,就可能發生機頭卡死故障。
防范措施:定期對空壓機機組進行檢修維護保養,在維護保養過程中,要特別對軸承進行檢測。檢查軸承的游隙,有無晃動、磨損,如發現軸承晃動、磨損等異常情況,應及時更換軸承(見圖4)。
(2)空壓機在運行過程中供油不足、油位過低,會導致機頭缺油卡死
 空壓機機組供油不足、油位過低,包括潤滑油更換或添加不及時,或油路堵塞、泄漏,會導致螺桿轉子兩端的軸承在運行過程中失去潤滑,造成軸承嚴重磨損使陰陽螺桿發生摩擦卡(抱)死。
空壓機機組供油不足、油位過低,包括潤滑油更換或添加不及時,或油路堵塞、泄漏,會導致螺桿轉子兩端的軸承在運行過程中失去潤滑,造成軸承嚴重磨損使陰陽螺桿發生摩擦卡(抱)死。
防范措施:做好機組的日常維護保養和定期維護保養工作,每日進行巡檢,按時檢查油位,及時補充潤滑油,避免發生因缺油而導致機頭抱死。
(3)空壓機機頭內的潤滑油不足
當螺桿空壓機長時間處于停運狀態時,其內部配件,特別是機頭中的油量就會不足,當不注意而啟動機器時,就會造成瞬間缺油,導致機頭卡死。
防范措施:對長期停機的螺桿空壓機機組,開機前要先往機頭內加足量的油,多手動盤車幾次,再啟動空壓機機組。
(4)油質問題
由于未及時換油,或油質不好,雜質太多,潤滑油含雜質、積碳、結焦、銹斑;使用劣質的潤滑油或超期使用,潤滑油的各項性能指標下降;混用油或油太臟等原因造成機頭冷卻潤滑不良,油積碳使轉子與機殼燒結在一起,多發生在轉子排氣端面與機殼或轉子軸外圓與機殼內孔部位,很容易發生主機(機頭)卡死事故。
防范措施:使用品質好的空壓機專用潤滑油,嚴格按照空壓機潤滑油更換規定進行維護保養,定期對機組潤滑油進行取樣分析,保證機組潤滑油的質量。
(5)異物進入卡死
當有異物從進氣口吸入,極容造成卡死。
防范措施:定期對空氣過濾器進行檢查維護,確保進入空壓機的氣源潔凈。
(6)機組反轉卡死
螺桿空壓機反轉時,壓縮空氣產生的推力會將轉子推向排氣端,造成金屬接觸燒結而卡死。所以,一般只有在保護失靈,或更換電機接線、更換開關等時發生。
防范措施:定期進行儀器儀表自保的維護保養工作,嚴格按照檢修操作規程進行換電機接線、更換開關等作業,避免因接向反導致空壓機反轉卡死故障。
結束語
總之,噴油螺桿空壓機機頭卡死故障是一種非常嚴重的設備故障,為了確保噴油螺桿空壓機機組的長周期安全平穩運行,我們應加強機組的日常維護保養和定期維護保養工作;做好機組的日常運行點檢、巡檢工作,及時發現機組在運行過程中的隱患,確保機組的安全運行。崗位操作人員應該做到“四懂三會”,嚴格按照設備安全操作規程進行操作,嚴禁違規操作。同時加強機組的潤滑管理,使用質量合格和優質的空壓機專用油,定期對潤滑油進行取樣分析,確保潤滑油質量。
只有堅持科學的管理,才能降低設備故障率,降低設備維修和管理成本,確保設備安全運行,提高企業的經濟效益。
參考文獻
【1】JB/T6430-2014《一般用噴油螺桿空氣壓縮機》;
【4】SHS 02021-2004《螺桿壓縮機維護檢修規程》;
作者簡介
石芝鋒,男,本科學士,中級工程師,過程裝備與控制工程專業。在石油化工及燃氣行業從事設備專業技術管理工作近8年,精通煉廠設備管理及故障處理。現任廣西欽州泰興石油化工有限公司設備主管和設備工程師,在煉廠加氫裝置從事設備專業技術管理。
【壓縮機網】一、前言
在礦山、化工、動力、冶金、醫藥、紡織、造紙、卷煙、化纖、建筑、機械、電力等行業,空氣壓縮機做為一種先進的空氣動力設備,廣泛為各行業裝置和車間儀表風系統以及氣動設備提供可靠的壓縮空氣動力源。而噴油螺桿空壓機憑借其具有運行可靠、效率高、壽命長、氣量不受排氣壓力影響、運行平穩不發生喘振等優點,得到了廣泛的應用。其工作原理為壓縮機殼體內有一對經過精密加工的相互嚙合的陰、陽轉子,其中陽轉子有四個齒,陰轉子有六個齒。機組采用齒輪傳動,電機通過彈性聯軸器驅動軸齒輪,再通過齒輪傳動給陽轉子,陽轉子帶動陰轉子一起高速旋轉。隨著轉子齒間容積的不斷縮小,從空氣濾清器中被吸入的空氣和噴入機殼的潤滑油不斷被壓縮而升高壓力,當齒間容積與壓縮機排氣口相通時壓縮空氣和潤滑油的混合物便從排氣口排出,進入油氣分離器進行油、氣分離。經油氣分離后的壓縮空氣依次通過z*小壓力閥、氣冷卻器和液氣分離器排出機外,供用戶使用。分離出來的潤滑油沉降到油氣分離器的底部,并在壓差作用下經油冷卻器冷卻和油過濾器過濾后再回到主機壓縮腔而循環使用。
噴油螺桿空壓在日常運行過程中,由于機組運行的環境、操作及維護保養不到位等原因,機組經常發生各種故障。如空壓機排氣溫度高、排氣量不足、機組跑油、停機時機頭返噴油等常見的故障,更嚴重時出現機頭卡死故障,嚴重威脅裝置的長周期安全運行,存在著安全隱患,同時會造成一定的經濟損失。因此,對噴油螺桿空壓機組出現的故障原因進行深入的分析,并針對性的提出有效的解決措施,快速解決故障,對確保螺桿空壓機的安全平穩運行是非常重要的。
二、機組概況
我司空壓站儀表風系統使用的空氣壓縮機為某品牌75kW機型的噴油水冷螺桿式空氣壓縮機,型號LGD75/0131GC,其排氣量為12.8Nm3/min,排氣壓力為0.8MPa,為加氫裝置儀表風系統提供壓縮空氣,一備一用。該機組為撬裝式低噪聲、單級、噴油螺桿式空氣壓縮機。機組主要由螺桿壓縮機主機、電動機、油氣分離器、油冷卻器、氣冷卻器、氣液分離器、電氣控制箱以及氣管路、油管路、水管路、調節系統等組成。其流程簡圖如圖1所示。
(1)氣路系統流程
見圖1,空氣通過空氣濾清器4過濾后,經過進氣控制器5進入壓縮機2與噴入的潤滑油混合后而被壓縮,在壓縮機排氣口處被壓縮的油氣混合物通過單向閥6進入油氣分離器7進行分離,分離后的壓縮空氣經z*小壓力閥8、氣冷卻器9、水氣分離疏水器10,z*終由供氣閥20排出,送入用戶管網使用系統中。
(2)油路系統流程
見圖1,在油氣分離器7(兼作油箱)中大部分油通過旋風分離方式從壓縮空氣中分離出來,分離出的油沉積在油氣分離器的下部,然后靠氣體壓力迫使受熱的潤滑油通過油冷卻器9、油過濾器12及斷油閥11到達壓縮機機殼底部油槽,然后一部分潤滑油噴入到機殼內腔,潤滑油的主要作用為起到降噪、潤滑、冷卻和密封的作用;另一部分潤滑油通過機殼內部的各通道潤滑各類軸承和齒輪。壓縮空氣中剩余的油通過油分筒旋風分離:即在重力和離心力的作用下,使油氣混合氣中95%的油分離出來,滴落到油分桶里,剩余下5%的油通過油氣分離器濾芯過濾分離,分離出的集中于濾芯底部的少量潤滑油通過回油管抽回到壓縮機殼體內。噴入機殼內的潤滑油再與空氣混合,并被壓縮,再通過單向閥重新進入油氣分離器。
(3)冷卻系統流程
見圖1,從z*小壓力閥出來的高溫壓縮空氣經過氣冷卻器9冷卻后變成常溫壓縮空氣,再進入氣水分離疏水器10分離出壓縮空氣中的冷凝水,之后壓縮空氣排出機組進入用戶管網,分離出的冷凝水通過氣水分離疏水器10的自動排污閥19或手動排污閥18排出機組。同時從油氣分離器出來的熱油經過油冷卻器冷卻后,經過油過濾器、斷油閥再噴入到壓縮機主機中(見圖2)。
三、機頭卡死故障原因分析及防范措施
1、機組故障案例
2017年8月25日10:30,空壓站儀表風系統噴油螺桿空壓機J-6001A空壓機聯鎖跳停,緊急缺換備用機組。經現場檢查發現,機頭溫度高(測溫150℃),跳停瞬間電流大,盤不動車。
2、原因分析
2017年8月26日,機動維修中心組織鉗工及專業技術人員進行檢修。檢查發現,機組盤不動車,空壓機機頭一套軸承支架斷裂,如圖2所示。使軸承失去原有配合精度,螺桿的軸向竄量和徑向間隙增大,讓螺桿與螺桿之間,螺桿與主機殼體及前后端面之間的間隙發生變化,導致機頭螺桿相互抱死。因此,這是一次因軸承支撐架開裂導致空壓機機頭螺桿卡死的嚴重設備故障(見圖3)。
3、噴油螺桿空壓機機頭卡死故障的原因及防范措施
眾所周知,噴油螺桿空壓機機頭卡死故障是一種非常嚴重的設備故障,會導致設備的損壞,存在嚴重的安全隱患,后期維修費用高,造成比較大的經濟損失。因此,熟練和掌握噴油螺桿空壓機機頭卡死的原因,對快速解決設備故障,避免和預防空壓機出現機頭卡死的嚴重故障有著非常重要的指導意義。而常見的導致空壓機機頭卡死的原因主要有以下幾個方面:
(1)空壓機軸承老化,磨損嚴重
空壓機機頭的使用壽命就是其中軸承的使用壽命,機組軸承對空壓機機頭使用壽命有著重要的影響。隨著空壓機的長周期生產運行,空壓機機頭大小軸承必然會產生磨損,從而導致螺桿產生軸向竄動值及徑向竄動值增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間的間隙發生變化。該間隙變化在軸承壽命期限內是正常的、允許的,而由此產生的空壓機產氣量衰減及傳動電機負荷增加也是正常的、允許的。但當軸承磨損及主機配合間隙超過允許的極限量后,就會導致螺桿的軸向竄動值及徑向竄動值增大,該變化會讓螺桿與螺桿之間、螺桿與主機殼體及前后端面之間的間隙發生變化,就可能發生機頭卡死故障。
防范措施:定期對空壓機機組進行檢修維護保養,在維護保養過程中,要特別對軸承進行檢測。檢查軸承的游隙,有無晃動、磨損,如發現軸承晃動、磨損等異常情況,應及時更換軸承(見圖4)。
(2)空壓機在運行過程中供油不足、油位過低,會導致機頭缺油卡死
空壓機機組供油不足、油位過低,包括潤滑油更換或添加不及時,或油路堵塞、泄漏,會導致螺桿轉子兩端的軸承在運行過程中失去潤滑,造成軸承嚴重磨損使陰陽螺桿發生摩擦卡(抱)死。
防范措施:做好機組的日常維護保養和定期維護保養工作,每日進行巡檢,按時檢查油位,及時補充潤滑油,避免發生因缺油而導致機頭抱死。
(3)空壓機機頭內的潤滑油不足
當螺桿空壓機長時間處于停運狀態時,其內部配件,特別是機頭中的油量就會不足,當不注意而啟動機器時,就會造成瞬間缺油,導致機頭卡死。
防范措施:對長期停機的螺桿空壓機機組,開機前要先往機頭內加足量的油,多手動盤車幾次,再啟動空壓機機組。
(4)油質問題
由于未及時換油,或油質不好,雜質太多,潤滑油含雜質、積碳、結焦、銹斑;使用劣質的潤滑油或超期使用,潤滑油的各項性能指標下降;混用油或油太臟等原因造成機頭冷卻潤滑不良,油積碳使轉子與機殼燒結在一起,多發生在轉子排氣端面與機殼或轉子軸外圓與機殼內孔部位,很容易發生主機(機頭)卡死事故。
防范措施:使用品質好的空壓機專用潤滑油,嚴格按照空壓機潤滑油更換規定進行維護保養,定期對機組潤滑油進行取樣分析,保證機組潤滑油的質量。
(5)異物進入卡死
當有異物從進氣口吸入,極容造成卡死。
防范措施:定期對空氣過濾器進行檢查維護,確保進入空壓機的氣源潔凈。
(6)機組反轉卡死
螺桿空壓機反轉時,壓縮空氣產生的推力會將轉子推向排氣端,造成金屬接觸燒結而卡死。所以,一般只有在保護失靈,或更換電機接線、更換開關等時發生。
防范措施:定期進行儀器儀表自保的維護保養工作,嚴格按照檢修操作規程進行換電機接線、更換開關等作業,避免因接向反導致空壓機反轉卡死故障。
結束語
總之,噴油螺桿空壓機機頭卡死故障是一種非常嚴重的設備故障,為了確保噴油螺桿空壓機機組的長周期安全平穩運行,我們應加強機組的日常維護保養和定期維護保養工作;做好機組的日常運行點檢、巡檢工作,及時發現機組在運行過程中的隱患,確保機組的安全運行。崗位操作人員應該做到“四懂三會”,嚴格按照設備安全操作規程進行操作,嚴禁違規操作。同時加強機組的潤滑管理,使用質量合格和優質的空壓機專用油,定期對潤滑油進行取樣分析,確保潤滑油質量。
只有堅持科學的管理,才能降低設備故障率,降低設備維修和管理成本,確保設備安全運行,提高企業的經濟效益。
參考文獻
【1】JB/T6430-2014《一般用噴油螺桿空氣壓縮機》;
【4】SHS 02021-2004《螺桿壓縮機維護檢修規程》;
作者簡介
石芝鋒,男,本科學士,中級工程師,過程裝備與控制工程專業。在石油化工及燃氣行業從事設備專業技術管理工作近8年,精通煉廠設備管理及故障處理。現任廣西欽州泰興石油化工有限公司設備主管和設備工程師,在煉廠加氫裝置從事設備專業技術管理。

網友評論
條評論
最新評論